
Piły taśmowe firmy SIMONDS różnią się od siebie nie tylko materiałem bazowym, uzębieniem – geometrią, twardością, rozwiedzeniem – ale także odpornością na wytwarzane ciepło podczas procesu cięcia.
Firma SIMONDS IND. LTD od ponad 180 lat produkuje pod swoim szyldem różnego rodzaju narzędzia do cięcia. W chwili obecnej największy udział w produkcji stanowią piły taśmowe. Ich różnorodność wiąże się nie tylko z różnymi zastosowaniami, ale również z rozwijającymi się potrzebami i wymaganiami klientów.
Piły taśmowe produkowane przez firmę SIMONDS możemy podzielić na piły z ostrzami z węglika spiekanego, piły bimetaliczne oraz piły ze stali węglowej.
Piły węglikowe są najlepszym wyborem, w przypadku cięcia stopów o dużej zawartości niklu, tytanu, stopów egzotycznych, Inconelu. Ich zastosowanie gwarantuje doskonałą powierzchnię cięcia przy zachowaniu wysokich parametrów skrawania.
Piły węglikowe dostępne są z zębami lub nasypem węglikowym o różnej grubości.
Piły bimetaliczne są przysłowiowa taśmą uniwersalną ,doskonale radzącą sobie zarówno z cięciem popularnych stali konstrukcyjnych, ale również przy zmodyfikowaniu parametrów cięcia, sprostają wymaganiom materiałów o podwyższonej twardości oraz stali chromowo-niklowych.
Piły węglowe mają zastosowanie głównie przy mniej efektywnym cięciu metali kolorowych, drewna, tworzyw sztucznych.
Aby dokonać właściwego doboru taśmy należy odpowiedzieć sobie na podstawowe pytania:
- jakie są nasze priorytety przy cięciu – czy tniemy na akord. czy też zależy nam na żywotności piły?
- czy tniemy elementy jednakowe , czy też mamy do czynienia z różnorodnością ciętych detali ?
- jaki materiał tniemy ?
- jaki jest kształt ciętego detalu i jego wymiary?
- jakie możliwości cięcia ma posiadana przecinarka taśmowa?
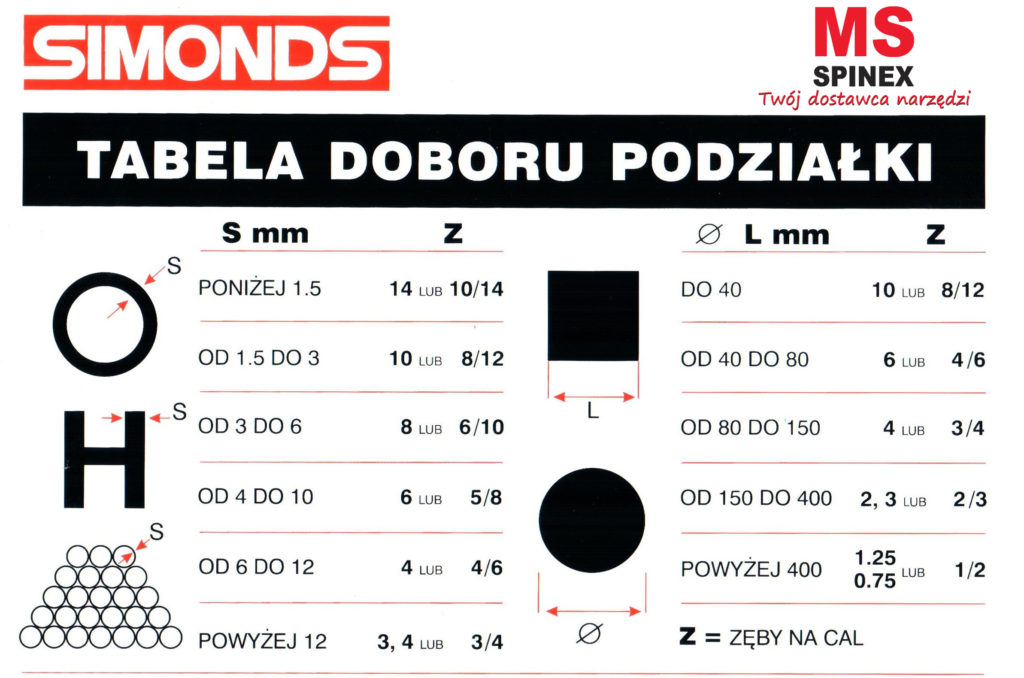
- jaki typ piły i z jaką podziałką wybrać?
Pomocnymi instrumentami w doborze właściwej piły jest katalog pił taśmowych SIMONDS , tabela doboru podziałki oraz kalkulator parametrów cięcia.
{kind=link}
{kind=link}
{kind=link}